アルミ溶接・アルミ板金加工について
アルミ曲げ加工について特徴や種類、ポイントについてご紹介します
溶接板金加工.comが手掛けるアルミの板金加工・製缶板金加工に関する技術紹介を行うページです。今回は、アルミの曲げ加工における難しさ・特徴についてご紹介いたします。
< 関連記事紹介 >
①アルミの曲げ・溶接・切断の加工実績紹介 詳しくはこちら>>>
②アルミの切断工程(ブランク)は御社では可能ですか? 詳しくはこちら>>>
③アルミ筐体・ブラケット・ケース 試作加工サービス 詳しくはこちら>>>
④アルミの切断工程(ブランク)は御社では可能ですか? 詳しくはこちら>>>
< 本文 >
Ⅰ.アルミ曲げ加工の特徴
アルミには柔らかい、粘り気が少ない、加工性に優れているという特徴があります。これらの特徴から、アルミを曲げ加工する際は比較的少ない圧力で加工することができますが、小さい曲げRで加工をすると割れや伸びが生じる場合が多く、板厚以上のRの金型で加工をするなどの工夫が必要となります。
Ⅱ.アルミの曲げ加工の種類
アルミの曲げ加工を行う場合、ほとんどはエアベンディングで行います。エアーベンディングとは、曲げ角度の範囲を自由に設定することができる曲げ加工の方法で、曲げ加工における精度も非常に高い加工方法です。
曲げ加工の方法としては様々なものが存在しますが、アルミの特性上あまり使用することはありません。曲げ加工の方法としては、ボトミング、コイニング、R曲げ、Z曲げ、M字曲げ、L字曲げ、ロール曲げ、ヘミング曲げ、ハット曲げ、コの字曲げ、段曲げなど様々な曲げ加工方法があります。
Ⅲ.アルミ曲げ加工のポイント
次に、アルミの曲げ加工のポイントについてご説明を致します。先述した通りアルミは加工性に優れている半面、小さい曲げRで加工をすると割れが発生してしまう可能性が高くなります。そのため、板厚以上の曲げRで曲げることで対策をします。
重要なポイントとしては、なるべく大きな曲げRで曲げることを想定して設計を行うことが挙げられます。また、必要な曲げRはアルミ材の板厚と材質によって変わります。
その他にもアルミの曲げ加工を行う上では下記ポイントを押さえて加工を行う事も重要です。
・V幅、板厚、先端Rのバランスに注意して加工をする
・金型の管理(柔らかいので金型の摩耗・傷が加工面に出てくる)
・精度の高い機械、金型が必要となる
・一度傷を付けると修正が困難であり、アルミは腐食するため加工してそのまま使用する場合が多いため取扱いに注意が必要です。しかし、塗装を検討しているお客様に関しては大きな問題にはなりません。
Ⅳ、アルミの曲げ加工の対応可能板厚
当社は、駆動機器をメインで取り扱っているため、アルミの曲げ加工では1㎜以下の板厚はあまり取り扱いません。しかし、最大で12㎜程度までは切断を含めて充分に行うことができる。
また、主に取り扱いのある材質はA5052、A1100、A6063となっております。
Ⅴ.当社のアルミの曲げ加工製品事例
 |
 |
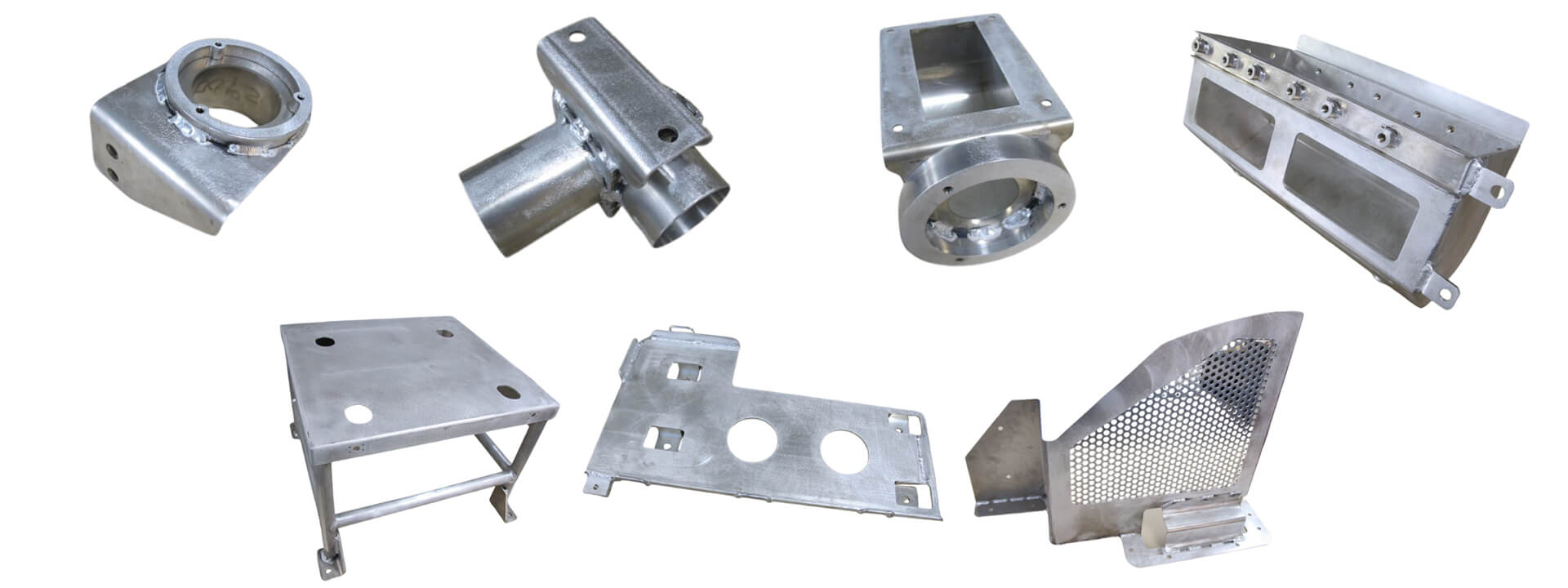
こちらは特殊車両で使用される(搭載される)物質測定機器を保護するために使用するカバーフレームとなります。測定機器に直接ものが当たることを避けるために上面をカバーする目的で使用されます。もともと、鉄系材料を使用されている部品でしたが、軽量化目的にアルミ材を使用することになっています。
一般的に走行する車両などでは、重心を下げ、安定した走行ができるように設計を行うことが好まれており、こちらの製品も当初鉄系材料を用いた際には、重心が問題となっており、今回アルミに置き換えることで軽量化を実現し、重心も安定した特殊車両となっています。
※お客様の仕様で塗装が必要であるため、表面を研磨処理して塗装の密着性を高めている。
 |
 |
 |
特殊車両の運転席周りの内装カバー部品になります。
アルミを溶接する際に縮みと歪みを考慮しながら製作いたしております。
アルミの歪みを抑えるために初めから大きく製作したり、拘束冶具を用いて製作することがあります。
特に板厚が薄い製品となりますと、熱によって製品が溶けることもあります。
このようにアルミの熱影響をどのように対処するかが、今回のようなアルミの製品には重要になります。
※お客様の仕様で塗装が必要であるため、表面を研磨処理して塗装の密着性を高めている。
 |
 |
 |
軽量化のためにアルミ(A5052-H34)を使用した車両の送風部のカバーです。アルミは切断・溶接で縮みや歪みが発生したり、適正な曲げRでないと強度不足になったりと加工が難しい材質になります。
縮みや歪みを予測して加工したり、強度不足にならない適切な曲げRで加工するなどして対応いたします。また、この製品では開口部のパンチングメタルに市販のものを使用しています。
当社での穴あけ加工も可能ですが、縮みや歪みが大きくなってしまうため、市販の規格品を使用を提案し、縮みや歪みを抑えております。製品の一部に規格品を使用することで、加工による縮みや歪みを抑えるだけでなく、縮みや歪みの修正にかかる工数を削減することでコストダウンにもつながりました。
アルミは加工が難しいですが、特に溶接の難易度は高く、車両用部品のように振動があるような箇所に使用される製品に関しては溶け込みやブローホールなどの溶接欠陥に注意が必要です。
一方で、あまり力のかからない装飾部についてはレーザー溶接にすることで仕上がりがよくなります。このように、製品がどういった用途で使用されるかによって最適な加工が異なりますので、お気軽にご相談ください。お客様のご要望に合わせた最適な加工を提案いたします。
Ⅵ.当社の保有設備の紹介
・ベンダー機
①トルンプ社製 TruBend5320
長尺物やステップベンドの曲げが可能なため、多品種変更の生産に向いています。R曲げ、L字曲げ・ヘミング曲げまでご要望に沿った形状に対応しています。角度センサーにより±30分の通り精度を確保いたします。(能力については都度問い合わせ下さい)
②トルンプ社製 TruBend7036
薄板の小物部品の曲げ加工に特化して使用しており、曲げ速度が速い為に量産加工品に非常に向いているベンダー機となります。
③トルンプ社製 Truma Bend V230
長尺物やステップベンドの曲げが可能なため、多品種変更の生産に向いています。R曲げ、L字曲げ・ヘミング曲げまでご要望に沿った形状に対応しています。角度センサーにより±30分の通り精度を確保いたします。(能力については都度問い合わせ下さい)
・レーザー切断機
①トルンプ社製 TruLaser5030 Fiber(L68)
トルンプ社製のディスクレーザー機で、5×10サイズの10段ストッカーを付属しています。スチール・SUS・アルミ・銅などの板材を加工し、レーザーカットのみの依頼にも対応。プログラミングによる完全自動化を行い、高精度・高効率の加工を実現しております。
②トルンプ社製 TruLaser5030 Fiber(L41)
トルンプ社製のディスクレーザー機で、5×10サイズの10段ストッカーを付属しています。スチール・SUS・アルミ・銅などの板材を加工し、レーザーカットのみの依頼にも対応。
プログラミングによる完全自動化を行い、高精度・高効率の加工を実現しています。
・溶接機
①MIG溶接・TIG溶接・レーザー溶接
単品~中量産品まで多岐にわたる加工に対応をしています。”強度””外観品質”を求められる製品の加工に対応し、製品によって最適な溶接方法検討し、提案を行っています。
当社の設備一覧に関しては下記からご覧ください。
Ⅶ.アルミの曲げ加工なら当社にお任せ下さい!
溶接板金加工.comを運営する株式会社岩本鉄工所は、石川県を拠点にベンダー加工・レーザー加工・微細加工・アーク溶接・Tig溶接・アルゴン溶接・CO2溶接・ロボット溶接を手掛けております。溶接板金の品質・スピード・コストでお困りのお客様は是非一度ご相談、お問合せ下さい。今回ご紹介した隅肉溶接におきましても対応可能ですのでお問合せ下さい。