- TOP
- VAVE提案事例一覧ページ
- ブラケット・架台・フレーム
- 建設機械の作業機ブラケット
製品情報
名称
建設機械の作業機ブラケット
業界
建設機械・特殊車両
加工分類
レーザー切断加工
曲げ加工
ガスシールド溶接
板金溶接+組立
材質
SS400
寸法
300×250×200
板厚
t1.6,t4.5

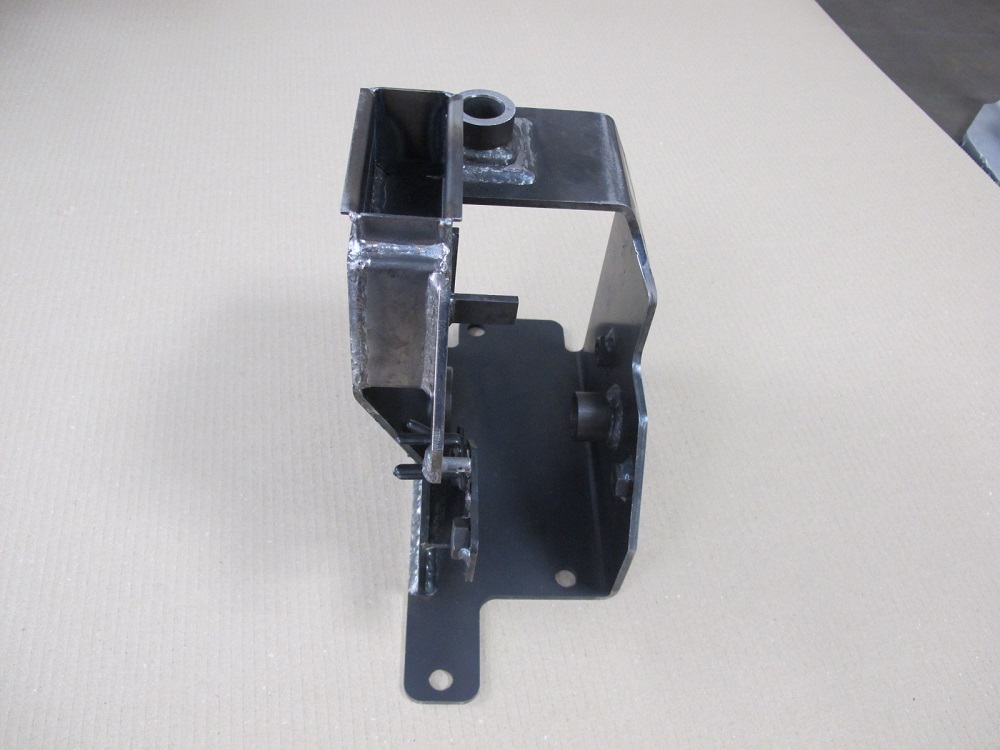

こちらは溶接板金加工.comが加工した建設機械の作業機ブラケットと呼ばれる製品です。
部品点数が多い製品で、22点の部品で構成されています。2か所の向き合うボス同士への同軸度だしを完品溶接することで仕上げコストダウンに成功しています。
本来、溶接品の対面のボス部を同軸度だしするというと、溶接組立後、マシニングにより削り出すことで、同軸度を出します。しかし、この方法では切削加工に手間を要し、コストアップを招きます。
そこで、当社では溶接部をある程度組み上げた段階でブローチ加工を行い、その後、同軸度を出せる様、ピンを製作し溶接を行いました。
これにより、溶接後の切削加工と比較してコストダウンに成功しています。
このような同軸度要求があり、かつ部品点数の多い溶接構造品の加工でお困りの方は当社にお問い合わせください。
部品点数が多い製品で、22点の部品で構成されています。2か所の向き合うボス同士への同軸度だしを完品溶接することで仕上げコストダウンに成功しています。
本来、溶接品の対面のボス部を同軸度だしするというと、溶接組立後、マシニングにより削り出すことで、同軸度を出します。しかし、この方法では切削加工に手間を要し、コストアップを招きます。
そこで、当社では溶接部をある程度組み上げた段階でブローチ加工を行い、その後、同軸度を出せる様、ピンを製作し溶接を行いました。
これにより、溶接後の切削加工と比較してコストダウンに成功しています。
このような同軸度要求があり、かつ部品点数の多い溶接構造品の加工でお困りの方は当社にお問い合わせください。