- TOP
- VAVE提案事例一覧ページ
- 溶接構造品の設計・製作におけるVAVE
- 精度要求のある溶接構造品は、溶接工程の工夫で仕上げ工数を削減②
精度要求のある溶接構造品は、溶接工程の工夫で仕上げ工数を削減②
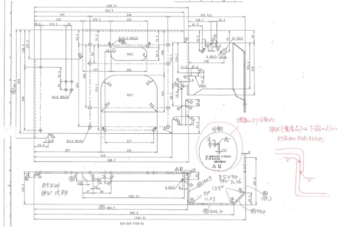

こちら製品は、ホイルローダーの運転席台座でサイズがW950×D460×H280であり、ベース板と作業機レバー用のブラケットが一体となっていました。加工において、同軸度など高い精度が求められていたので、複数部品を溶接によりくみ上げた後に、機械加工による仕上げをしていました。


しかし、ワークサイズが大きいので溶接後の機械加工による仕上げ工程において、コストアップ要因となっていました。そこで、当社では、機械加工レスによる方法の提案を行いました。具体的には、ベースを分割して、精度だしをした後に溶接加工を行っています。結果として、お客様の要求である同軸度0.1を確保できました。
- POINT
- 建機・農機業界で必要とされる溶接構造品は、曲げや機械加工を行った部品を溶接によりくみ上げて加工が行われます。このような溶接構造品はくみ上げ時に溶接歪みが発生してしまい、精度を出すためには歪とり工程が必須となります。その為、コストアップ要因となりやすい、歪とり工程をどのタイミングで行うかがコストダウンにおけるポイントです。