
- TOP
- VAVE提案事例一覧ページ
- 溶接構造品の設計・製作におけるVAVE
- 片側溶接かつ精度要求の高い製品は完品溶接もしくは全周溶接を検討
片側溶接かつ精度要求の高い製品は完品溶接もしくは全周溶接を検討


左の写真は、当社が得意とする溶接板金品で19㎜、22㎜の厚板品です。元々の図面には、片側溶接指示がありました。しかし、板の厚さもあるのである程度の溶接時間を必要とするものとなり、その結果、溶接歪みの影響で外側に反った形状となってしまっていました。これまでは、その影響を取り除く為に、溶接後に機械加工を行うことで同軸度を確保していました。
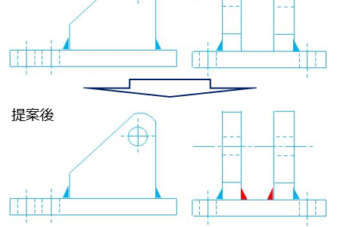

製缶板金品の場合、溶接歪みによる影響とその対策を考慮することはコスト面では非常に重要となります。今回の場合には、片側溶接部を全周溶接へと設計変更することで、溶接歪みによる製品精度への影響を最小限に抑えることに成功しました。溶接後の穴加工が不要となった結果で、なるべく完品溶接を行うことで、コストダウンに繋げています。
- POINT
- 溶接を伴う加工品の場合には、溶接歪みによる製品精度への影響を考慮することがポイントです。特に機械加工による精度だしが前提となる設計図面であると製缶板金業では対応ができず、外注に出すことでチャージも上がってしまいます。なるべく機械加工による仕上げ工程を省くように提案を受けることが重要です。







