
- TOP
- VAVE提案事例一覧ページ
- ブラケット・架台・フレーム
- 建設機械向けコントローラーブラケット
製品情報
名称
建設機械向けコントローラーブラケット
業界
搬送装置・マテハン
加工分類
曲げ加工
ガスシールド溶接
レーザー切断加工
ロボット溶接
板金溶接
材質
SS400
寸法
550mm×300mm×600mm
板厚
t2.3 , t3.2 , t4.5 . t6.0 ,t12(mm)
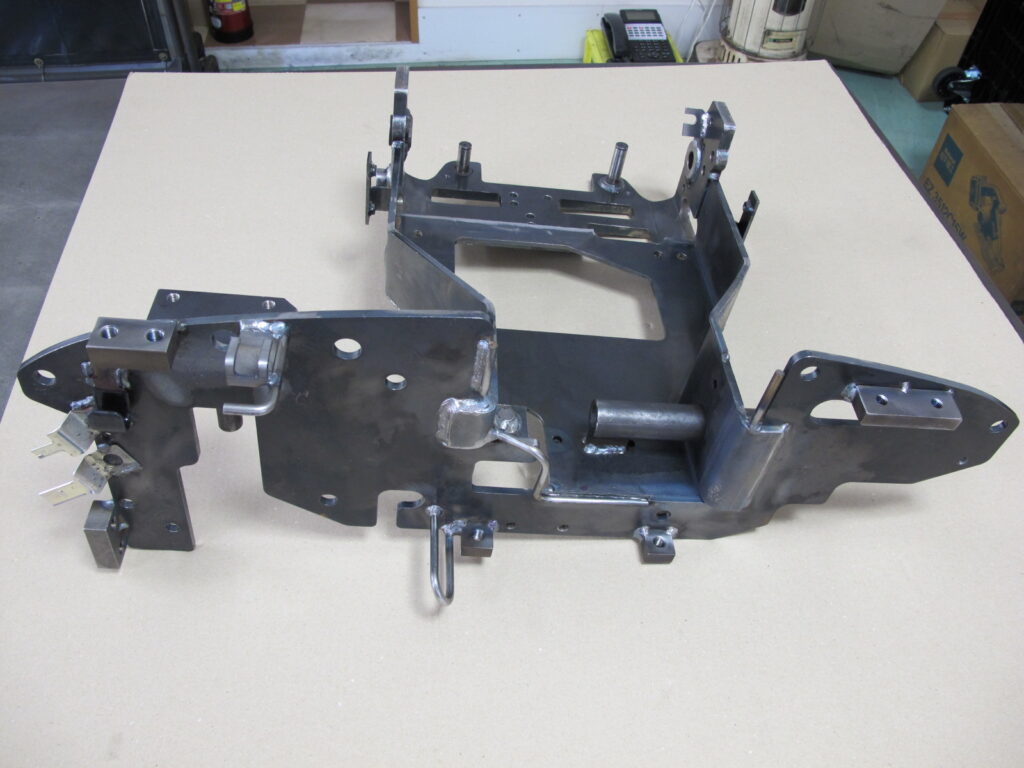

小型建機のコントロール用のブラケットです。従来は、写真下部の12mmのコの字曲げ部分を海外で調達しており、納期と品質の安定性という観点から国産化ができないか?ということで相談をいただいた事例です。
これまでは、当該部品は海外で鋳物により生産され、国内で板金との溶接をしていました。ただし、鋳物部の精度が要求を満たさないことが多く、鋳物の精度だしを国内でマシニングセンタにより行っていました。
今回の国産化に伴い、鋳物を立ち上げるとイニシャルコストがかかるため、鋳物部分を板金化し、溶接組み立て後、納品できないか?ということでご相談をいただきました。
当社では写真の製品をすべて加工しており、従来鋳物であった12mmの板の板金化もご提案しました。
ただし、12mmの板厚の製品を精度よく曲げることは容易ではなく、
さらに
・板先端のピンの位置精度
・曲げ側面部のボスの同軸度・平行度
の要求があるために、加工が難しくなっていました。
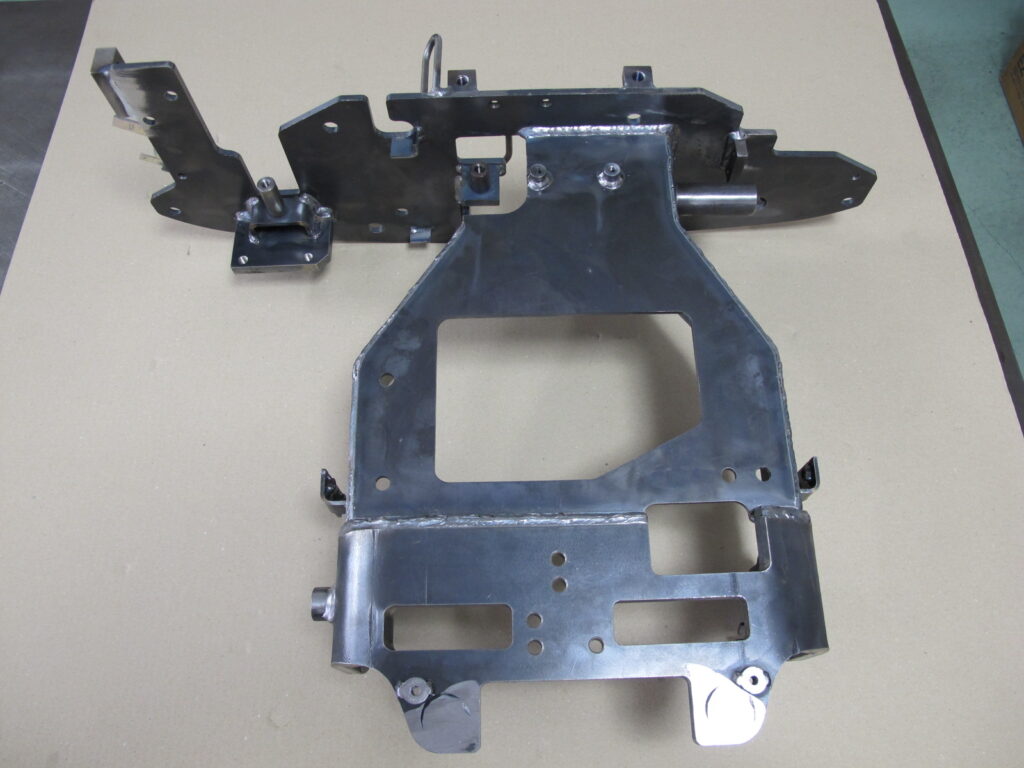
普通であれば、曲げ加工後ボス・ピンの溶接を行い、機械加工で仕上げます。しかし、コストアップともなるため、今回は板の状態で穴加工を施し、曲げ加工を行う。その後、ボス・ピンの溶接を行い、要求精度をクリアするという完品溶接技術を活かし、コストを抑えた加工を実現しました。
鋳物よりも少しコストは高くなる工法ですが、様々な機器を組付けるブラケットであり、板金化により高い精度を出すことができたので、組付け工数が大幅に減り、鋳物で見られる歩留まりの悪さという点も解消した事例となっています。
これまでは、当該部品は海外で鋳物により生産され、国内で板金との溶接をしていました。ただし、鋳物部の精度が要求を満たさないことが多く、鋳物の精度だしを国内でマシニングセンタにより行っていました。
今回の国産化に伴い、鋳物を立ち上げるとイニシャルコストがかかるため、鋳物部分を板金化し、溶接組み立て後、納品できないか?ということでご相談をいただきました。
当社では写真の製品をすべて加工しており、従来鋳物であった12mmの板の板金化もご提案しました。
ただし、12mmの板厚の製品を精度よく曲げることは容易ではなく、
さらに
・板先端のピンの位置精度
・曲げ側面部のボスの同軸度・平行度
の要求があるために、加工が難しくなっていました。
普通であれば、曲げ加工後ボス・ピンの溶接を行い、機械加工で仕上げます。しかし、コストアップともなるため、今回は板の状態で穴加工を施し、曲げ加工を行う。その後、ボス・ピンの溶接を行い、要求精度をクリアするという完品溶接技術を活かし、コストを抑えた加工を実現しました。
鋳物よりも少しコストは高くなる工法ですが、様々な機器を組付けるブラケットであり、板金化により高い精度を出すことができたので、組付け工数が大幅に減り、鋳物で見られる歩留まりの悪さという点も解消した事例となっています。











