
- TOP
- VAVE提案事例一覧ページ
- 溶接工程におけるVAVE
- 溶接歪みの影響が大きい形状とその対策を把握する
溶接歪みの影響が大きい形状とその対策を把握する


溶接板金品で長さに対して幅が狭い製品の場合には、溶接歪みの影響で長手方向に製品が縮むので、穴位置などの精度を出すことが難しいとされています。そこで、一般的には、影響の出やすい部位を検討し、特定部位の加工工程を分割することでこの影響を押さえようとします。しかし、工程が分割されるということは、リードタイムを要する為、コストアップにもつながります。
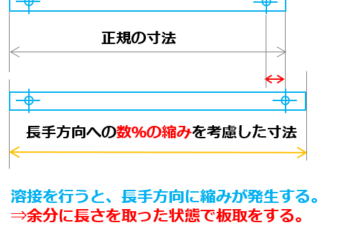

このような製品の場合には、長手方向の縮みを想定してある程度部材を大きく切断し、加工を行います。普通は、与えられた図面通りにブランク加工を行いますが、溶接時における長手方向の縮みが経験値から想定できる当社では、上記のような方法で、当初危惧された穴位置精度のズレ等の影響をなくし、かつ工程の増加によるコストアップも防ぐことが可能です。
- POINT
- 溶接を伴う加工品の場合には、どのような形状であると溶接歪みが起きやすいのか、形状を覚えておくことが、設計段階でのコストダウンの近道です。一方で加工者からすると、今回のような長さと板の幅が極端に違うような製品は、溶接による歪みの影響が大きいので、如何にその影響を工程内で押さえるか、取り除くかがノウハウと言えます。







